Ing. Tridico Esther Elisabetta – Rossano, 29 de abril de 2020.
Bio-Binder Sin betún
INTRODUCCIÓN
Es el año 2020. Vivimos en un siglo en el que los desastres ambientales, la contaminación, el cambio climático son un problema tangible y que causa preocupación entre la población mundial. Ha habido muchas iniciativas de precaución para poner fin a la destrucción de nuestro planeta, comenzando por la mejora de nuestros estilos de vida; se nos ha invitado a todos a llevar una vida sana y éticamente correcta, prestando especial atención al ahorro de energía, el reciclaje de residuos y la reducción de los residuos y los materiales de desecho. De ahí la necesidad de ampliar el ciclo de vida de las materias primas y de considerar los desechos no como algo inútil, sino como un nuevo recurso.
A este respecto, participé en el estudio de un aglutinante ecosostenible, a partir de la utilización de materiales procedentes de elementos de desechos industriales y de la cadena alimentaria. El estudio concluyó con un análisis reológico del bioadhesivo a fin de determinar su validez con respecto a las prestaciones físico-mecánicas que lo harían apto para su uso en los pavimentos de las carreteras.
EXPERIMENTACIÓN
Para el conglomerado bituminoso nos referimos a una mezcla de agregados pétreos (como grava, gravilla y arena), ligante bituminoso y relleno, (es decir, la parte más fina, de menos de 0,063 mm de tamaño) que tiene la función de añadir la mezcla, creando con el ligante una verdadera masilla capaz de mantener los agregados juntos.
En el campo de la construcción de carreteras, se ha dado un primer paso hacia la sostenibilidad medioambiental con los procedimientos de embalaje, que han visto, con el tiempo, una drástica caída de las temperaturas desde 170° para las mezclas calientes de asfalto, a 110° para las mezclas calientes de asfalto hasta 30° para las mezclas frías de asfalto…
En el trabajo de tesis, para la formulación de un aglutinante innovador, el proceso de reciclaje de neumáticos fuera de uso, ELT, que después de la rotura del talón y el procesamiento, se reducen a un nuevo tipo de ELT:
- se deslizó utilizado para la producción de energía térmica;
- granulado utilizado en la forja en frío o para crear aglutinantes de resina;
- Los micronizados y pulverizados se utilizan como aditivos, se reinsertan en la producción de nuevos neumáticos, aislantes acústicos y fundas antivibratorias, y finalmente en mezclas bituminosas.
Desde hace años, se han establecido tecnologías para el empaquetamiento del conglomerado bituminoso con polvo de caucho, llamado Caucho Asfáltico, que utilizan dos métodos: HUMEDO y SECO:
En el primero, el polvo, en cantidades entre el 10 y el 30% en peso de ligante, se introduce en el betún en fase líquida, la digestión tiene lugar por disolución.
En el segundo, en cambio, se introducen polvo y granulado en cantidades entre el 1 y el 3% en peso del agregado en forma de este último, una tecnología que no ha tenido mucho éxito en comparación con el método húmedo debido a la reducida interacción con el betún. De hecho, el polvo tiende a absorber la parte aromática del aglutinante, favoreciendo el fenómeno del desgranado.
El estudio presentado centró sus acciones teórico-experimentales, por lo tanto, en la reutilización de los ELT en forma de polvo que, combinados con los aceites agotados de la cadena alimentaria y los aditivos de origen natural, han permitido desarrollar un ligante para pavimentos de carreteras de la clase «bio-ligante», un sustituto alentador para un betún tradicional. Es un ligante de betún libre con las mismas características de rendimiento que un ligante bituminoso.
Teniendo en cuenta todos los aspectos positivos de la introducción del polvo de caucho en las mezclas bituminosas, se ha buscado una alternativa válida a estas últimas utilizando sustancias naturales, cada una con una tarea específica:
- El polímero SBS (Estireno-Butadieno-Estireno) es una macromolécula que da elasticidad al aglutinante;
El polímero SBS
La colofonia actúa como aglutinante entre los elementos y es un residuo sólido de la destilación de diferentes coníferas para obtener la esencia de trementina;

Rosin
- el aceite de semillas o de oliva usado hace que el compuesto sea más fluido, facilitando la preparación y la mezcla;

Petróleo
- El caucho, un elastómero de bajo costo, da un comportamiento elástico al compuesto, reduce la posibilidad de deformación permanente y da longevidad a la mezcla;

Caucho
- las cuentas de cera corrigen la fluidez del compuesto, y finalmente…
Perlas de cera
- el viscosificador útil, según las proporciones de los otros componentes, para corregir la viscosidad del compuesto.

Viscosificador Guamm
Las formulaciones fueron 12, cada una caracterizada por diferentes relaciones de peso de los diferentes componentes, por lo tanto, por un porcentaje diferente de polvo de pfu, permaneciendo dentro de los límites reglamentarios de 10%÷30%. Cada mezcla muestreada fue sometida a un análisis inmediato que permitió definir, con una primera detección visual y táctil, el comportamiento de las mezclas: se observó que en relación con el tipo de aceite agotado utilizado, las muestras resultan ser:
- Con aceite de semillas, turbio, granulado y poco elástico;
- Con aceite de oliva, en cambio, brillante, bien homogeneizado, por lo tanto liso y deformable.
Para la caracterización reológica, las mezclas fueron analizadas en el DSR, útil para la evaluación del comportamiento viscoelástico del material a diferentes temperaturas.
- El módulo elástico G’ es la parte en fase, y es la medida reversible de la energía elástica almacenada.
- El módulo viscoso G» es, en cambio, el componente desfasado, y representa la disipación viscosa irreversible.
Su proporción representa la tangente delta que define la transición del compuesto de gel a líquido a medida que aumenta la temperatura.
RESULTADOS OBTENIDOS
Para poder hacer una comparación del rendimiento mecánico, se han hecho mezclas con un pequeño porcentaje de betún y mezclas totalmente purgadas del mismo.

Mezclas realizadas y elegidas para la caracterización físico-mecánica.
Según los resultados obtenidos, las mezclas de betún libre E4′ y E7′ tienen características mecánicas sorprendentemente superiores a las de las mezclas bituminosas E4′ y E7′. Este comportamiento pone de relieve la capacidad de los componentes ecológicos para impartir características de ligante superiores al propio betún.
Una vez elegida la mezcla de mayor rendimiento reológico, se utilizó para el envasado de muestras cilíndricas de tamaño estándar de conglomerado bituminoso con agregados cuidadosamente seleccionados, y luego se sometió a un estudio de las características físico-mecánicas.
Una vez mezclados, se constiparon mediante el método Marshall y se evaluó, por lo tanto, la estabilidad y el deslizamiento de Marshall a 60°C, la resistencia a la tracción indirecta hasta la rotura de la muestra a 25°C y el contenido de vacío.
CONCLUSIONES
Los resultados obtenidos muestran que la estabilidad del cgb E7 es igual a la aceptación de una especificación de licitación especial de 11 KN, y de hecho el cgb como tal tiene una estabilidad Marshall de apenas un poco más, sólo 2 KN.
Estabilidad de Marshall y prueba de diapositivas (60°C)

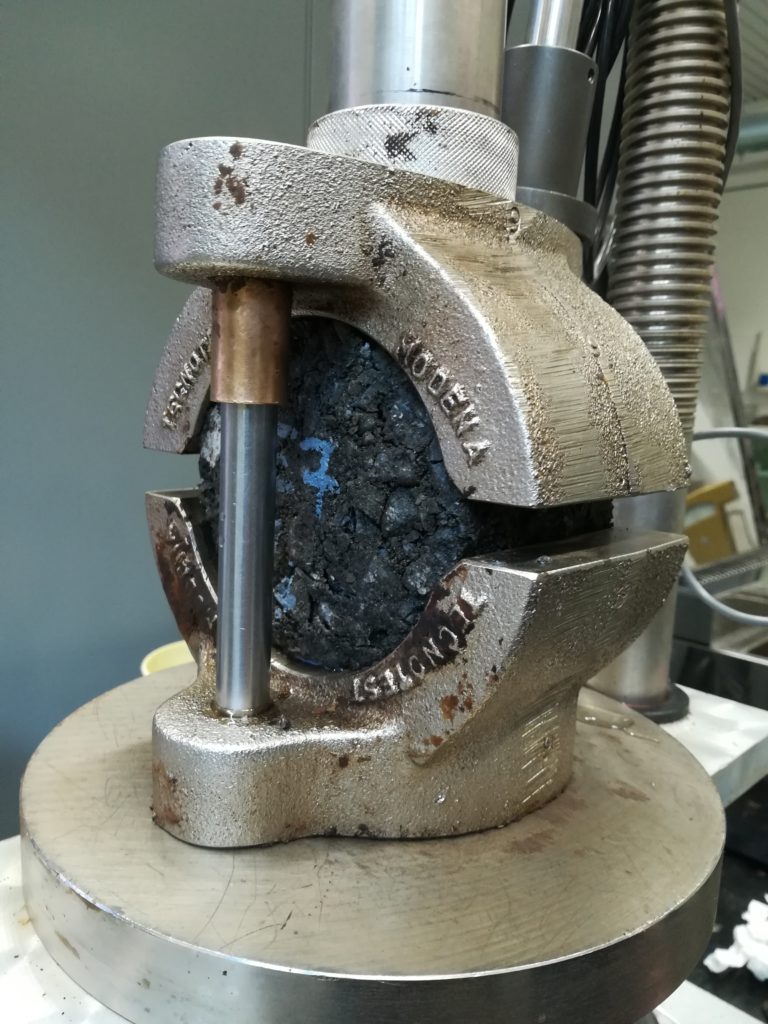
Resistencia a la tracción indirecta a la rotura (25°C)
El hecho es que las dos rigideces son más altas que las esperadas en las especificaciones, respectivamente el 70 y el 47%, pero de hecho hoy en día con los betunes modernos estos valores se encuentran en la práctica de los astilleros, donde los betunes de las refinerías proporcionan resistencias y rigideces de acuerdo con los resultados obtenidos y superiores a las especificaciones.
El estudio presentado mostró un rendimiento prometedor para el bioadhesivo investigado:
- estable en términos de la Resistencia de Marshall;
- capaz de buenas actitudes volumétricas en términos de contenido de vacío interno.
Los avances en las investigaciones futuras exigen la necesidad de mejorar los aspectos estrechamente relacionados con la encuadernación inerte.