Ing. Tridico Esther Elisabetta – Rossano, 29 aprile 2020.
INTRODUZIONE
Siamo nell’anno 2020. Viviamo in un secolo in cui i disastri ambientali, l’inquinamento, il cambiamento climatico sono un problema tangibile e che desta preoccupazione nella popolazione mondiale. Tante sono state le iniziative precauzionali per porre fine alla distruzione del nostro pianeta, iniziando dal miglioramento dei nostri stili di vita; siamo stati tutti invitati a condurre una vita salubre, eticamente corretta, prestando particolare attenzione al risparmio energetico, al riciclaggio dei rifiuti e a ridurre le scorie e i materiali di scarto. Da qui è nata l’esigenza di prolungare il ciclo di vita delle materie prime e di considerare i rifiuti non come qualcosa di inutile, ma come una nuova risorsa.
A tal riguardo ho partecipato allo studio di un binder che fosse ecosostenibile, partendo dall’utilizzo di materiali provenienti da elementi di scarto industriali e da filiera alimentare. Lo studio si è concluso con un’analisi reologica del biobinder al fine di determinare la sua validità riguardo le prestazioni fisico-meccaniche che lo rendano idoneo al suo utilizzo per le pavimentazioni stradali.
SPERIMENTAZIONE
Per conglomerato bituminoso si fa riferimento ad una miscela di aggregati lapidei (come pietrisco, graniglia e sabbia), legante bituminoso e filler, (cioè la parte più sottile, di dimensione inferiore a 0,063 mm) che ha la funzione di additivare la miscela, creando con il legante un vero e proprio mastice in grado di tener insieme gli aggregati.
Nel campo delle costruzioni stradali, un primo passo verso la sostenibilità ambientale è stato fatto con le procedure di confezionamento, che hanno visto, nel tempo, un drastico calo delle temperature da 170° per gli Hot Mix Asphalt, a 110° per i Warm Mix Asphalt fino a 30° per i Cold Mix Asphalt…
Nel lavoro di tesi, per la formulazione di un legante innovativo è stato trattato il processo del riciclo di pneumatici fuori uso, I PFU, che dopo un processo di stallonatura e lavorazione, vengono ridotti in:
- ciabattato utilizzato per la produzione di energia termica;
- granulato che trova impiego nello stampaggio a freddo o per dar vita a leganti resinosi;
- Il micronizzato e il polverizzato vengono utilizzati come additivi, reinseriti nella produzione di pneumatici nuovi, di isolanti acustici e guaine antivibrazioni, ed infine nelle miscele di conglomerati bituminosi.
A tal riguardo esistono da anni tecnologie consolidate per confezionamento di conglomerato bituminoso con polverino di gomma, chiamato Asphalt Rubber, che sfruttano due metodi: WET e DRY:
Nella prima il polverino, in quantità tra il 10 ed il 30% in peso di legante, viene inserito nel bitume in fase liquida, la digestione avviene per dissoluzione.
Nella seconda, invece, polverino e granulato vengono inseriti in quantità tra l’1 e il 3% in peso dell’aggregato in guisa di quest’ultimo, tecnologia che non ha riscosso molto successo rispetto la metodo wet a causa del ridotto fenomeno di interazione con il bitume. Infatti, il polverino tende ad assorbire la parte aromatica del legante, favorendo il fenomeno di sgranamento.
Lo studio presentato ha focalizzato le sue azioni teorico-sperimentali, dunque, sul riutilizzo di PFU sotto forma di polverino che, combinato con oli esausti della filiera alimentare e additivi di origine naturale, hanno consentito di mettere a punto un legante per pavimentazioni stradali della classe dei “bio-binder”, incoraggiante sostituto di un bitume tradizionale. Si tratta di un legante bitumen free, con le medesime caratteristiche prestazionali tipiche di un legante bituminoso.
Considerando tutti gli aspetti positivi dell’introduzione del polverino di gomma nelle miscele bituminose, un’alternativa valida a quest’ultima si è ricercata utilizzando sostanze naturali, ognuna con un compito preciso:
- Il polimero SBS (Stirene-Butadiene-Stirene) è una macromolecola che conferiscono elasticità al binder;
- la colofonia funge da legante tra gli elementi, ed è residuo solido della distillazione di diverse conifere al fine di ottenere l’essenza di trementina;

- l’olio di semi o di oliva esausto rende maggiormente fluido il composto facilitandone la preparazione e la miscelazione;

- il rubber, un elastomero a basso costo, conferisce comportamento elastico al composto, riduce la possibilità dell’insorgere di deformazioni permanenti e conferisce longevità alla miscela;

- le perle di cere correggono la fluidità del composto, ed infine…
- il viscosizzante utile, in funzione delle proporzioni degli altri componenti, a correggere la viscosità del composto.

Le formulazioni sono state 12, ognuna caratterizzata da differenti rapporti ponderali dei diversi componenti, dunque, da una percentuale di polverino di pfu differente, rimanendo nei limiti normativi del 10%÷30%. Ogni miscela campionata è stata sottoposta ad una immediata analisi che ha consentito di definire, con un primo rilevamento visivo e tattile, il comportamento dei blend: si è notato come in relazione al tipo di olio esausto utilizzato, i campioni risultano essere:
- Con olio di semi, torbidi, granulosi e poco elastici;
- Con olio di oliva, invece, lucidi, ben omogenizzati, quindi lisci e deformabili.
Per la caratterizzazione reologica, le miscele sono state analizzate al DSR utile alla valutazione del comportamento viscoelastico del materiale al variare delle temperature.
- Il modulo elastico G’ è la parte in fase, ed è la misura reversibile dell’energia elastica immagazzinata.
- Il modulo viscoso G’’ è, invece, la componente fuori fase, e rappresenta la dissipazione viscosa irreversibile.
Il loro rapporto rappresenta la tangente delta la quale definisce la transizione del composto da gel a liquido all’aumentare della temperatura.
RISULTATI OTTENUTI
Per poter effettuare una comparazione di prestazioni meccaniche, sono state realizzate miscele con una piccola percentuale di bitume e miscele totalmente epurate dallo stesso.

Stando ai risultati ottenuti, le miscele Bitumen free E4 ed E7 hanno sorprendentemente caratteristiche meccaniche superiori alle miscele bituminose E4′ ed E7′. Questo comportamento evidenzia la capacità delle componenti eco di impartire caratteristiche di tipo binder superiori al bitume stesso.
Scelta la miscela con le più alte prestazioni reologiche, è stata utilizzata per il confezionamento di campioni cilindrici di dimensioni standard di conglomerato bituminoso con aggregati accuratamente scelti, sottoposti poi ad uno studio delle caratteristiche fisico-meccaniche.
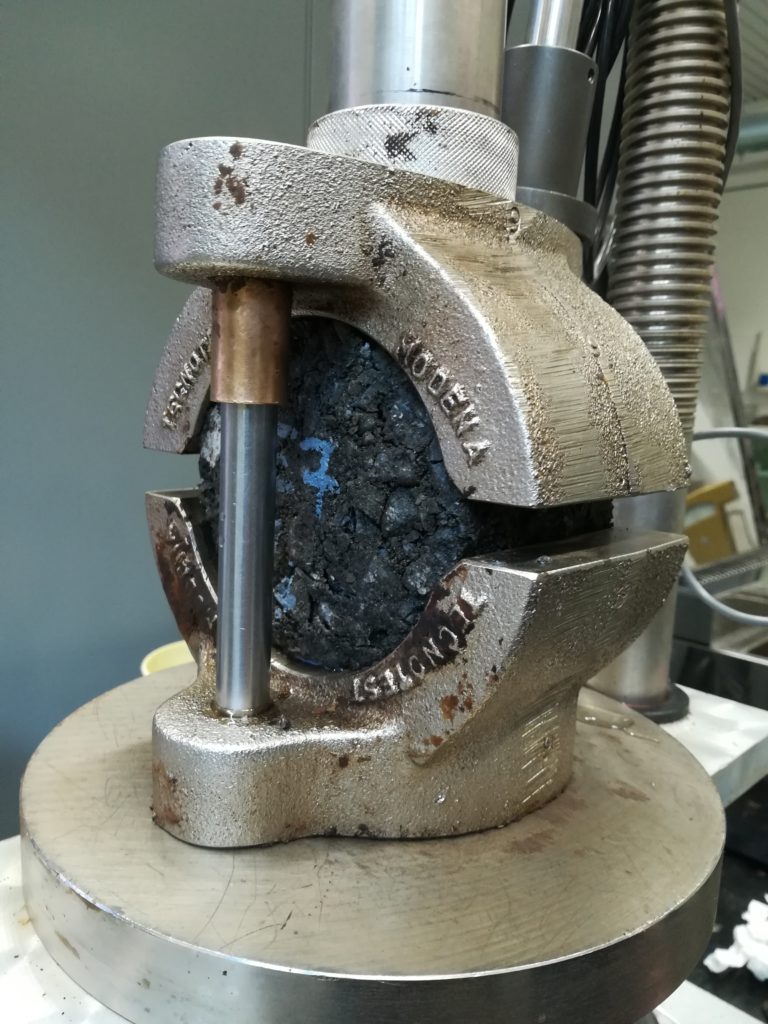
Una volta miscelati, sono stati costipati con metodo Marshall e valutati, dunque, Stabilità e Scorrimento Marshall a 60°C, Resistenza a trazione indiretta fino a rottura del campione a 25°C e Tenore dei vuoti.
CONCLUSIONI
I risultati ottenuti fanno notare che la Stabilità del cgb E7 è pari al dato di accettazione di un capitolato speciale d’appalto di 11 KN, ed infatti il cgb tal quale ha una stabilità Marshall di poco sopra, soltanto di 2 KN.

Fatto è che le due rigidezze sono più alte di quelle che si aspetta il capitolato, rispettivamente di 70 e 47%, ma di fatto oggi con i bitumi moderni questi valori si riscontrano nella pratica di cantiere, in cui bitumi provenienti da raffinerie forniscono resistenze e rigidezze concordi ai risultati ottenuti e superiori al capitolato.
Lo studio presentato ha fatto emergere promettenti prestazioni per il biobinder investigato:
- stabile in termini di Resistenza Marshall;
- capace di buone attitudini volumetriche in termini di tenore dei vuoti interni.
Sviluppi futuri della ricerca invitano alla necessità di migliorare gli aspetti strettamente connessi al legame inerte-legante.